山西专业不锈钢链板生产厂家
发布时间:2023-01-09 00:32:27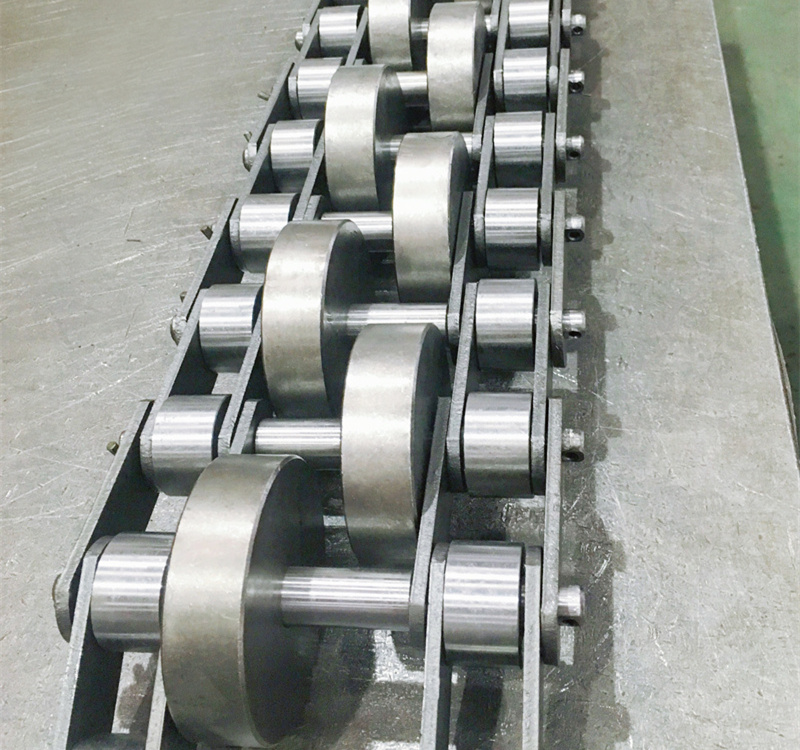
山西专业不锈钢链板生产厂家
(1)链轮分度圆——链轮上能被链条基本节距等分的圆,其直径。分度圆是进行各项理论计算用的基本圆。(2)链轮分度圆节距——在链轮分度圆上,对应中心角为的弦长,简称链轮节距。链轮分度圆节距的大小,同链轮基本节距相等。(3)链轮齿顶圆——链轮上能直接测量到的大圆,其直径为。(4)链轮齿根圆——链轮齿槽底部所在的圆,其直径为。(5)链轮齿廓线(即链轮齿形——齿廓面同端面的交线)。(6)链轮作用角——链条同链轮齿廓线接触点处的法线与链节中心线间的夹角,称为链轮作用角。它的大小决定了轮齿传递有效工作拉力的能力。(7)链轮齿形角——链轮齿廓线的切线之间的夹角称为齿形角。对直边齿形链轮来说,当齿沟中心不分离时,链轮作用角与链轮齿形半角数值相同。(8)链轮齿廓工作段——在正常工作过程中,链条与轮齿实现接触的一段链轮齿廓线。(9)齿沟圆弧中心角——当齿廓齿沟段为圆弧时,其所对的中心角为齿沟圆弧中心角,简称齿沟角,它的一半称齿沟半角。
山西专业不锈钢链板生产厂家
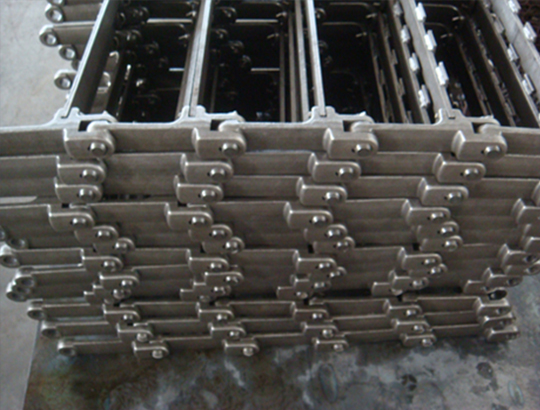
链板生产线是在链板式输送机的两边传动链条间添加平板式预制构件,以做到运输形状不规律的物件。在传动链条上改装专用型焊接夹具。并依据工业自动化规定可作为装配流水线。链板生产线一般用在偏重物件的运输和装配线工作当场,由钢架结构滑轨、弯板链及专用型滚针链等构成。整线的运输速率可调式,广泛运用于食品类、香烟、饮品、家用电器等制造行业,而且能够选择不同的宽度、不同形状的链板来满足平面运输、升降、平面转弯、下降等要求。
山西专业不锈钢链板生产厂家
每次使用后要清洁您的高强度链条,特别是在雨天及潮湿环境中。注意要使用干布来擦拭高强度链条及其配件。若有必要,可使用旧牙刷清洁链片之间的缝隙。同时也别忘了清洁前变速器及后变速导轮。用刷子清掉堆积在高强度链条间的泥沙污垢,必要的话,用温肥皂水辅助。请勿使用强酸或强碱性的清洁剂(如铁锈去除剂),因这些化学药剂会导致高强度链条受损甚至断裂。切勿使用有添加溶剂的洗链机清洗高强度链条,这种清洗方式会使高强度链条受损。避免使用去渍油等溶剂,这不仅会破坏环境也会洗掉轴承部位的润滑油。每次骑乘后要清洁您的高强度链条,特别是在雨天及潮湿环境中。注意要使用干布来擦拭高强度链条及其配件。若有必要,可使用旧牙刷清洁链片之间的缝隙。同时也别忘了清洁前变速器及后变速导轮。用刷子清掉堆积在高强度链条间的泥沙污垢,必要的话,用温肥皂水辅助。请勿使用强酸或强碱性的清洁剂(如铁锈去除剂),因这些化学药剂会导致高强度链条受损甚至断裂。切勿使用有添加溶剂的洗链机清洗高强度链条,这种清洗方式会使高强度链条受损。避免使用去渍油等溶剂,这不仅会破坏环境也会洗掉轴承部位的润滑油。

山西专业不锈钢链板生产厂家
套筒滚子链结构每节有两个链板,两个销轴,独立两个套筒(套筒与链板不相连)及4个卡环组成,有时可以不用衬套,内外链扳是用冲压的方式加工而成。套筒滚子链的特点是耐磨损、精度高、耐疲劳,适用于频繁启动并带有较大冲击载荷的工作环境,适用于输送物科500t/h以下埋刮板输送机。存在的问题:笨重,常用于重载输送,用于粮油行业清洁且颗粒稍大物料,应用范围窄。一般企业生产链条设备不到位,冲压成型后加工工艺水平不足,易造成链条断裂、磨损严重影响链条寿命。
山西专业不锈钢链板生产厂家
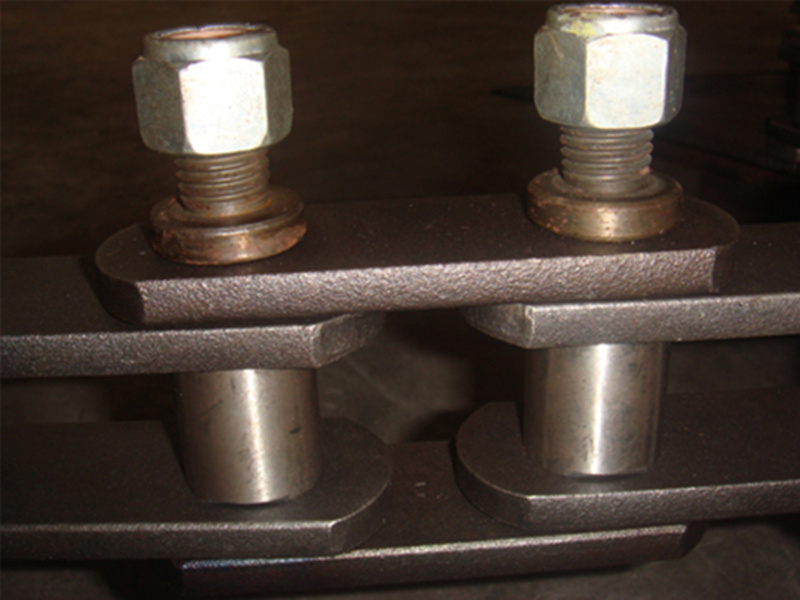
气温与冻结,在冬季昼夜间存在气温差异的情况下,可能造成输送装置发生)东结,在添加润滑油、进行检修的同时,对于含有水分的输送物,请注意气温的变化,进行输送装置的运行。备用链条的保管为了防备发生故障,建议准备备用链条。在临时保管备用链条时,请堆放在湿度低的房间内。此外,在长期进行保管时,情涂上防锈油,请在链条上安装填写品名、图号、采购日期、使用设备名称等内容的标签,以方便保管。停止运行时,须在空载状态下,让输送装置停止运行。这是因为在启动时,可能造成超载,此外,如果长期停止运行,则在启动输送装置前,务必对键条进行检修。零部件的固定,箱、斗、板条等利用螺栓固定在链条上的输送装置,由于运行过程中产生震动,可能造成螺母松动脱落,所以,请装上缓冲片。

山西专业不锈钢链板生产厂家
输送带是输送系统的关键设备,它的安全稳定运行直接影响到生产作业。输送带的跑偏是带式输送机的常见故障,对其及时准确的处理是其安全稳定运行的保障。跑偏的现象和原因很多,要根据不同的跑偏现象和原因采取不同的调整方法,才能有效地解决问题。本文是根据多年现场实践,从使用者角度出发,利用力学原理分析与说明此类故障的原因及处理方法。一、承载托辊组安装位置与输送机中心线的垂直度误差较大,导致输送带在承载段向一则跑偏。如图一所示,输送带向前运行时给托辊一个向前的牵引力Fq,这个牵引力分解为使托辊转动的分力Fz和一个横向分力Fc,这个横向分力使托辊轴向窜动,由于托辊支架的固定托辊是无法轴向窜动的,它必然就会对输送带产生一个反作用力Fy,它使输送带向另一侧移动,从而导致了跑偏。